
























Processing Flow of Resin Lining
The performance and dosage of resin finishing liquid, the technological conditions of each process and the performance of equipment play an absolute role in the quality of resin interlining.
1. Dipping and rolling resin finishing liquid
Dip rolling resin finishing liquid mainly consists of resin finishing agent, stiffening liquid, catalyst, softener, etc., the amount of various additives by the performance of the interlining, use and feel decided. At present, the commonly used resin finishing agents mainly include the following two categories.
(1) polyvinyl acetate, polyacrylate system of synthetic resin emulsion, polyvinyl alcohol, polyacrylamide and urea a formaldehyde, melamine-formaldehyde resin, is pure cotton and part of polyester-cotton blended interlining fabrics, such as Microsoft, moderate and stiffness and other different feel of the resin finishing agent.
(2) Urea-formaldehyde resin, melamine-formaldehyde resin and other condensed modified resins, can be obtained stiff hand feel. It is usually matched with other additives to adjust the handfeel, and is used to produce stiff resin interlining for polyester/cotton blends and pure chemical fibers as backing fabrics.
In order to strengthen the resin dipping and rolling, generally require two dipping and rolling, which is conducive to the penetration of the resin finishing agent on the fiber fabric. The proportion of the remaining amount after the second dip rolling should be controlled at about 100%.
2. Pre-drying
Pre-drying is the main process of resin lining, the effect of the quality of the resin lining has a greater impact on the quality.
The resin finishing liquid that still exists on the surface of the fabric is pre-baked, the water in the finishing liquid evaporates, and the finishing agent diffuses into and between the fibers. Pre-baking conditions will undoubtedly affect the distribution of resin finishing agent in the fabric.
Pre-drying should be done by hot air drying, and the pre-drying temperature should be controlled below 120℃.
3. Stretching
After pre-drying, the fabric width shrinks more, and needs to be stretched to stabilize the width of the interlining fabric. In order to achieve the specified washing size index, the tension should be minimized when stretched, and the overfeed should be increased if necessary. Commonly used stenter equipment for hot air cloth iron stenter, try not to use the needle plate stenter.
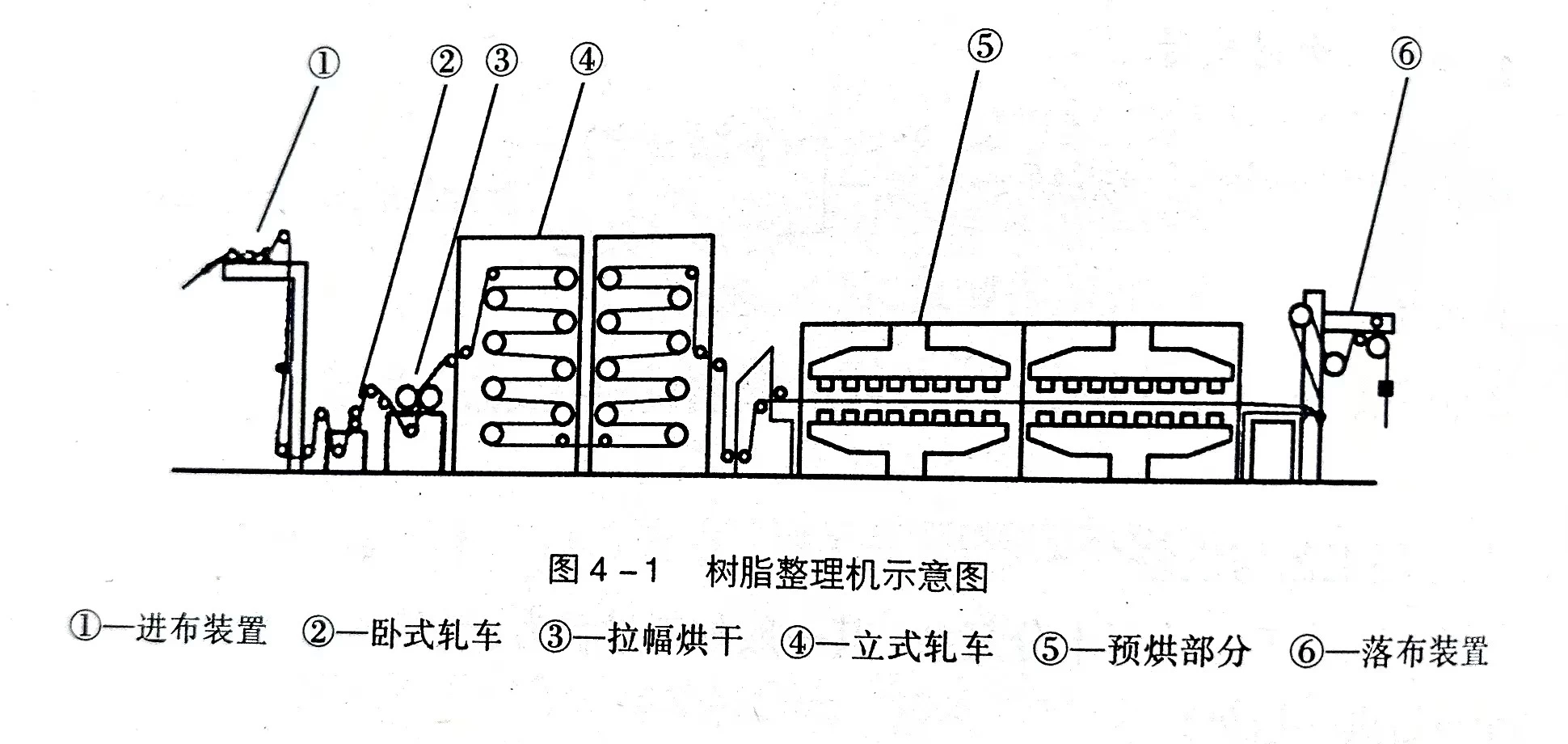
Usually, dip rolling, pre-drying and stenting equipment for cloth iron type resin dip rolling drying machine (Figure 4-1).
4. Baking
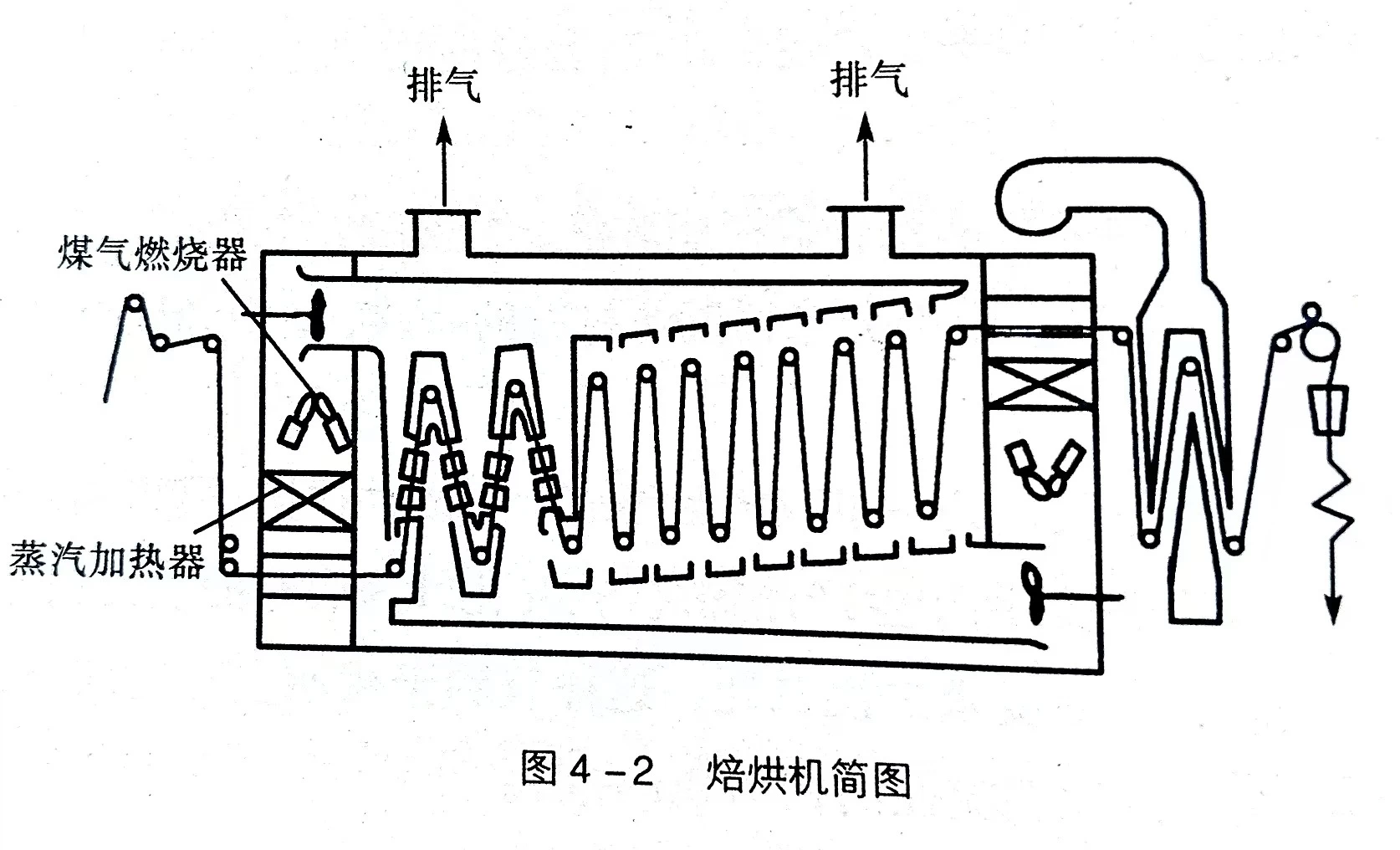
In order to make the resin lining has a good feel, elasticity and washing resistance, the need to continue baking, baking process conditions by the resin finishing agent performance, catalyst performance jointly determined, generally 150 ~ 160 ℃, 3 ~ 5min. baking process, there will be formaldehyde and water release, therefore, the baking machine should have a better exhaust equipment; bake the room temperature should be uniform in all parts. Baking equipment for resin finishing high temperature roaster (Figure 4-2).
5. Post-treatment
Resin lining processing in the post-treatment, mainly thorough cleaning process. It mainly has the following three major roles.
(1) Remove residual compounds, by-products, catalysts after baking.
(2) Cleaning can reduce or eliminate the free formaldehyde content.
(3) Alkaline washing and water rinsing can eliminate the “by-products” - fishy odor.