
























Flux de traitement du revêtement en résine
Les performances et le dosage du liquide de finition en résine, les conditions technologiques de chaque processus et les performances des équipements jouent un rôle absolu dans la qualité de l'entoilage en résine.
1. Liquide de finition en résine par trempage et roulage
Le liquide de finition en résine par trempage se compose principalement d'un agent de finition en résine, d'un liquide raidisseur, d'un catalyseur, d'un adoucissant, etc., la quantité de divers additifs en fonction des performances de l'entoilage, de l'utilisation et du toucher décidés. À l'heure actuelle, les agents de finition à base de résine couramment utilisés comprennent principalement les deux catégories suivantes.
(1) acétate de polyvinyle, système polyacrylate d'émulsion de résine synthétique, alcool polyvinylique, polyacrylamide et urée formaldéhyde, résine mélamine-formaldéhyde, est du coton pur et fait partie des tissus d'entoilage mélangés polyester-coton, tels que Microsoft, modérés et rigides et autres différents sensation de l'agent de finition en résine.
(2) La résine urée-formaldéhyde, la résine mélamine-formaldéhyde et d'autres résines modifiées condensées peuvent obtenir une sensation de main rigide. Il est généralement associé à d'autres additifs pour ajuster la sensation au toucher et est utilisé pour produire une doublure en résine rigide pour les mélanges polyester/coton et des fibres chimiques pures comme tissus de support.
Afin de renforcer le trempage et le laminage de la résine, il faut généralement deux trempage et laminage, ce qui favorise la pénétration de l'agent de finition en résine sur le tissu fibreux. La proportion du montant restant après le deuxième laminage par immersion doit être contrôlée à environ 100 %.
2. Pré-séchage
Le pré-séchage est le processus principal du revêtement en résine, l'effet de la qualité du revêtement en résine a un plus grand impact sur la qualité.
Le liquide de finition en résine qui existe encore à la surface du tissu est précuit, l'eau contenue dans le liquide de finition s'évapore et l'agent de finition se diffuse dans et entre les fibres. Les conditions de pré-cuisson affecteront sans aucun doute la répartition de l’agent de finition en résine dans le tissu.
Le pré-séchage doit être effectué par séchage à l'air chaud et la température de pré-séchage doit être contrôlée en dessous de 120 ℃.
3. Étirements
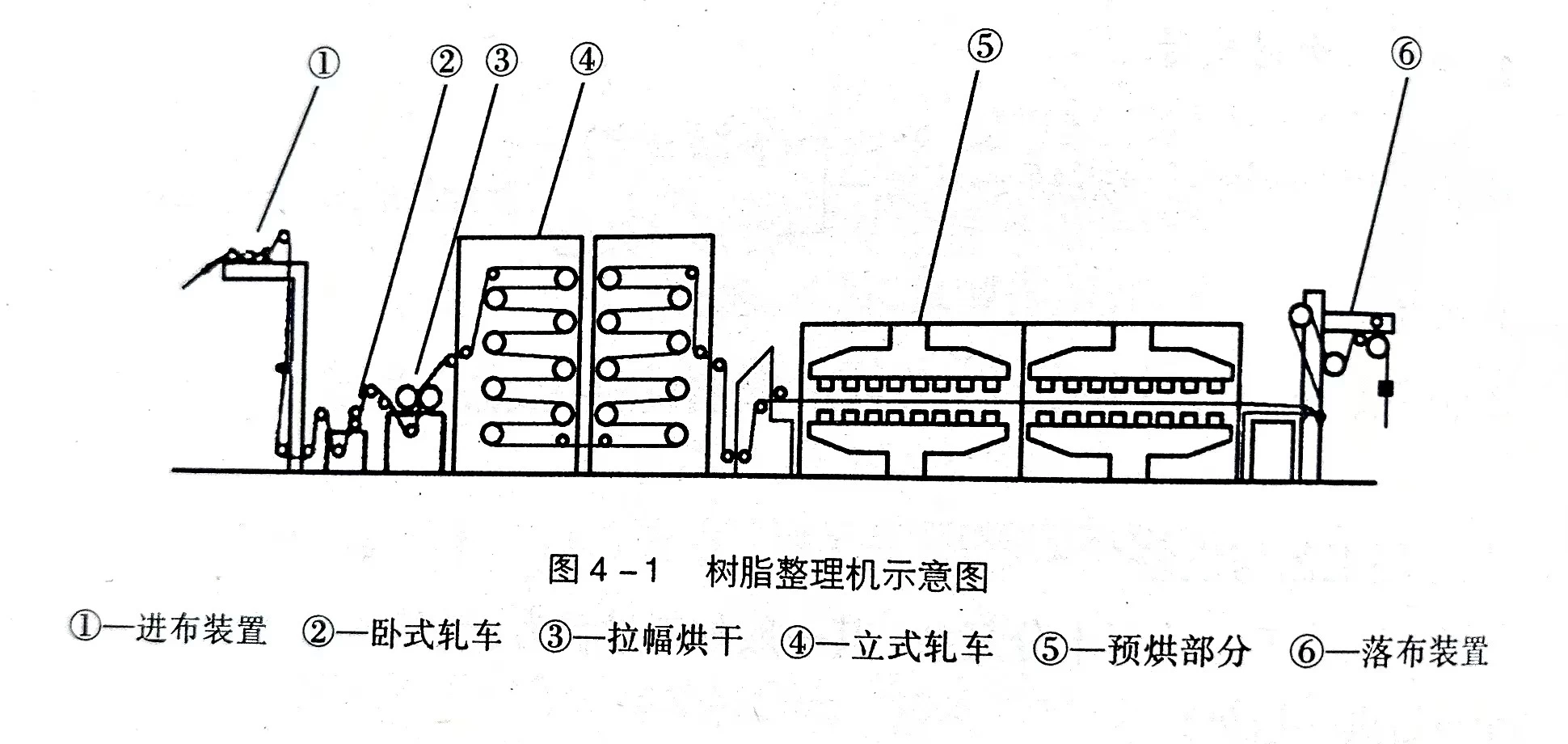
Après le pré-séchage, la largeur du tissu rétrécit davantage et doit être étirée pour stabiliser la largeur du tissu d'entoilage. Afin d'atteindre l'indice de taille de lavage spécifié, la tension doit être minimisée lors de l'étirement et la suralimentation doit être augmentée si nécessaire. Équipement de stenter couramment utilisé pour le stenter en fer à air chaud, essayez de ne pas utiliser le stenter à plaque à aiguille.
Habituellement, l'équipement de laminage par immersion, de pré-séchage et de pose de stents est destiné à la machine de séchage par immersion par immersion de résine de type fer à tissu (Figure 4-1).
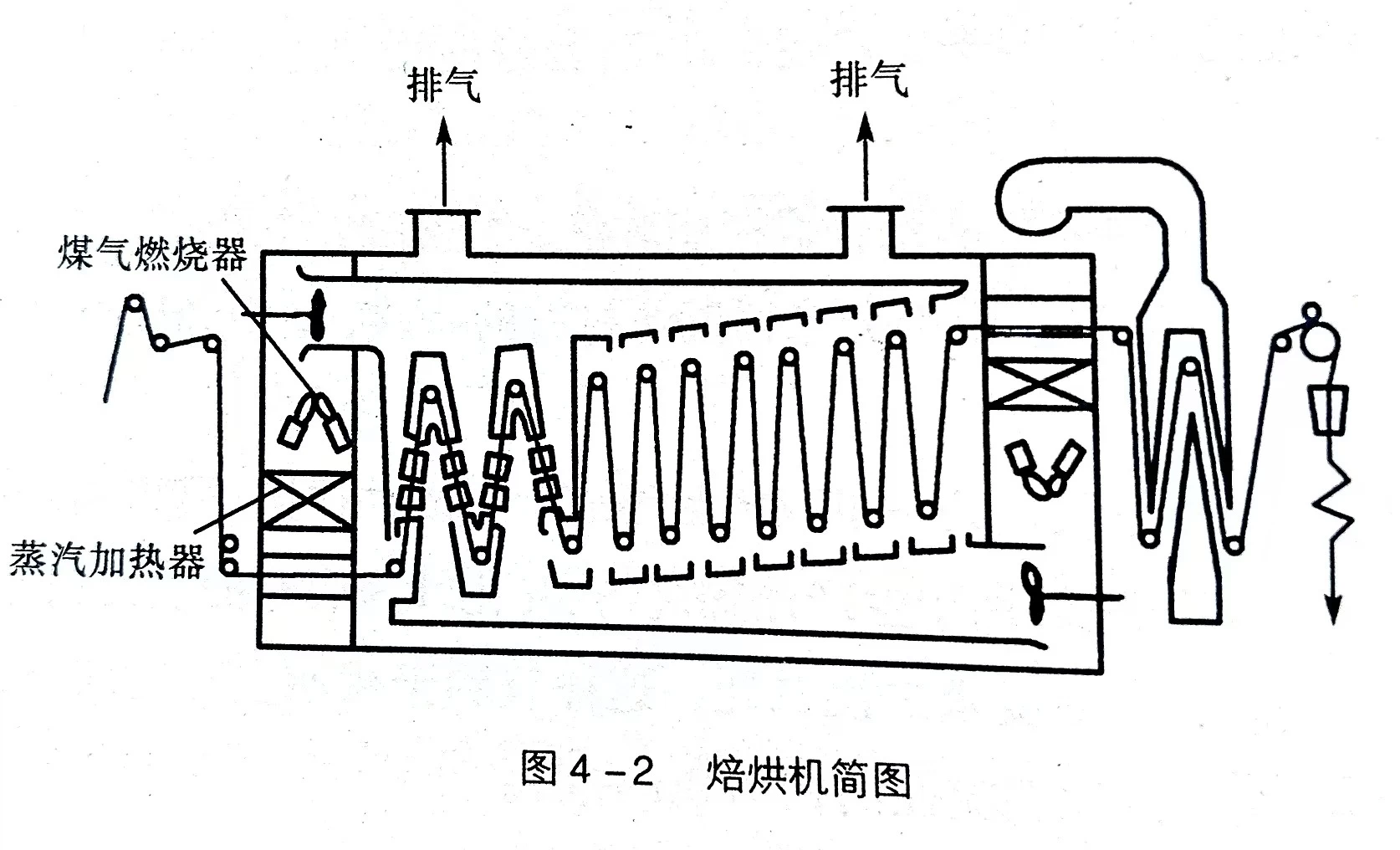
4. Cuisson
Afin que le revêtement en résine ait un bon toucher, une bonne élasticité et une bonne résistance au lavage, il est nécessaire de poursuivre la cuisson, les conditions du processus de cuisson par les performances de l'agent de finition en résine, les performances du catalyseur déterminées conjointement, généralement 150 ~ 160 ℃, 3 ~ 5 min. processus de cuisson, il y aura un dégagement de formaldéhyde et d'eau, par conséquent, la machine de cuisson devrait avoir un meilleur équipement d'échappement ; cuire au four, la température ambiante doit être uniforme dans toutes les parties. Équipement de cuisson pour torréfacteur à haute température de finition de résine (Figure 4-2).
5. Post-traitement
Traitement du revêtement en résine lors du post-traitement, principalement un processus de nettoyage approfondi. Il a principalement les trois rôles principaux suivants.
(1) Éliminer les composés résiduels, les sous-produits et les catalyseurs après la cuisson.
(2) Le nettoyage peut réduire ou éliminer la teneur en formaldéhyde libre.
(3) Le lavage alcalin et le rinçage à l'eau peuvent éliminer les « sous-produits » – l'odeur de poisson.