
























Verarbeitungsablauf der Harzauskleidung
Die Leistung und Dosierung der Harzveredelungsflüssigkeit, die technologischen Bedingungen jedes Prozesses und die Leistung der Ausrüstung spielen eine entscheidende Rolle für die Qualität der Harzeinlage.
1. Harz-Finishing-Flüssigkeit zum Eintauchen und Rollen
Die Harzveredelungsflüssigkeit für das Tauchwalzen besteht hauptsächlich aus einem Harzveredelungsmittel, einer Versteifungsflüssigkeit, einem Katalysator, einem Weichmacher usw., wobei die Menge verschiedener Zusatzstoffe durch die Leistung der Einlage, die Verwendung und das Gefühl bestimmt wird. Derzeit umfassen die am häufigsten verwendeten Harzveredelungsmittel hauptsächlich die folgenden zwei Kategorien.
(1) Polyvinylacetat, Polyacrylatsystem aus Kunstharzemulsion, Polyvinylalkohol, Polyacrylamid und Harnstoff, ein Formaldehyd, Melamin-Formaldehydharz, ist reine Baumwolle und Teil von Polyester-Baumwoll-Mischgeweben wie Microsoft, mäßiger Steifigkeit und anderen unterschiedlichen Stoffen Gefühl des Harzveredelungsmittels.
(2) Harnstoff-Formaldehyd-Harz, Melamin-Formaldehyd-Harz und andere kondensierte modifizierte Harze können ein steifes Handgefühl erzielen. Es wird in der Regel mit anderen Additiven kombiniert, um die Haptik anzupassen, und wird zur Herstellung von steifen Harzeinlagen für Polyester-/Baumwollmischungen und reinen Chemiefasern als Trägergewebe verwendet.
Um das Eintauchen und Rollen des Harzes zu verstärken, sind im Allgemeinen zwei Eintauchen und Rollen erforderlich, was das Eindringen des Harzveredelungsmittels in das Fasergewebe begünstigt. Der Anteil der Restmenge nach dem zweiten Tauchwalzen sollte auf etwa 100 % eingestellt werden.
2. Vortrocknung
Die Vortrocknung ist der Hauptprozess der Harzauskleidung. Die Qualität der Harzauskleidung hat einen größeren Einfluss auf die Qualität.
Die noch auf der Stoffoberfläche vorhandene Harz-Ausrüstungsflüssigkeit wird vorgebrannt, das Wasser in der Ausrüstungsflüssigkeit verdunstet und das Ausrüstungsmittel diffundiert in und zwischen den Fasern. Die Bedingungen vor dem Backen wirken sich zweifellos auf die Verteilung des Harzveredelungsmittels im Stoff aus.
Die Vortrocknung sollte durch Heißlufttrocknung erfolgen und die Vortrocknungstemperatur sollte unter 120 °C liegen.
3. Dehnen
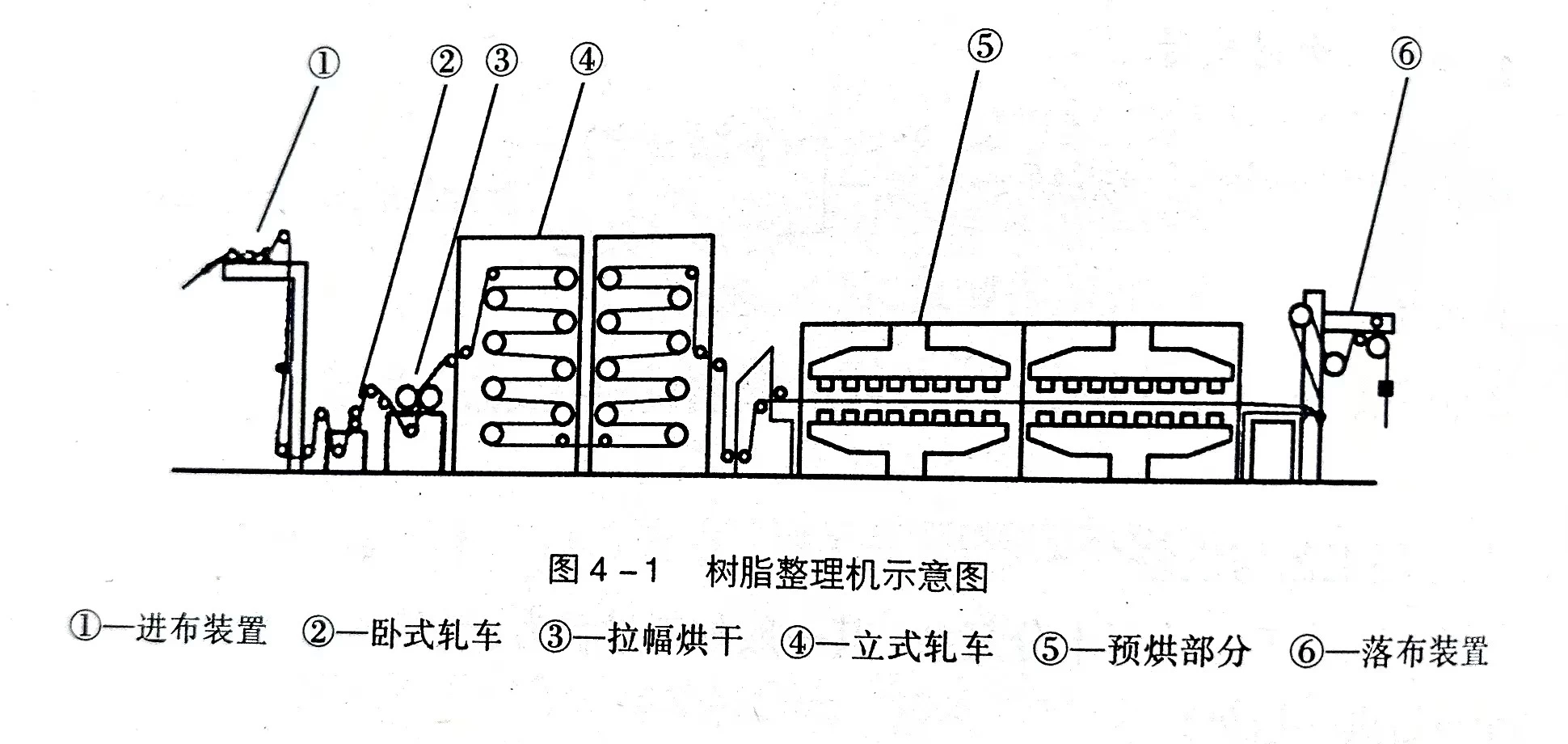
Nach dem Vortrocknen schrumpft die Stoffbreite stärker und muss gedehnt werden, um die Breite des Einlagestoffes zu stabilisieren. Um den angegebenen Wäschegrößenindex zu erreichen, sollte die Spannung im gedehnten Zustand minimiert und die Voreilung ggf. erhöht werden. Häufig verwendete Spannrahmenausrüstung für Heißluft-Stoffeisenspannrahmen. Versuchen Sie, den Nadelplattenspannrahmen nicht zu verwenden.
In der Regel werden Tauchwalzen-, Vortrocknungs- und Stenting-Geräte für Harz-Tauchwalzentrocknungsmaschinen vom Typ Tucheisen verwendet (Abbildung 4-1).
4. Backen
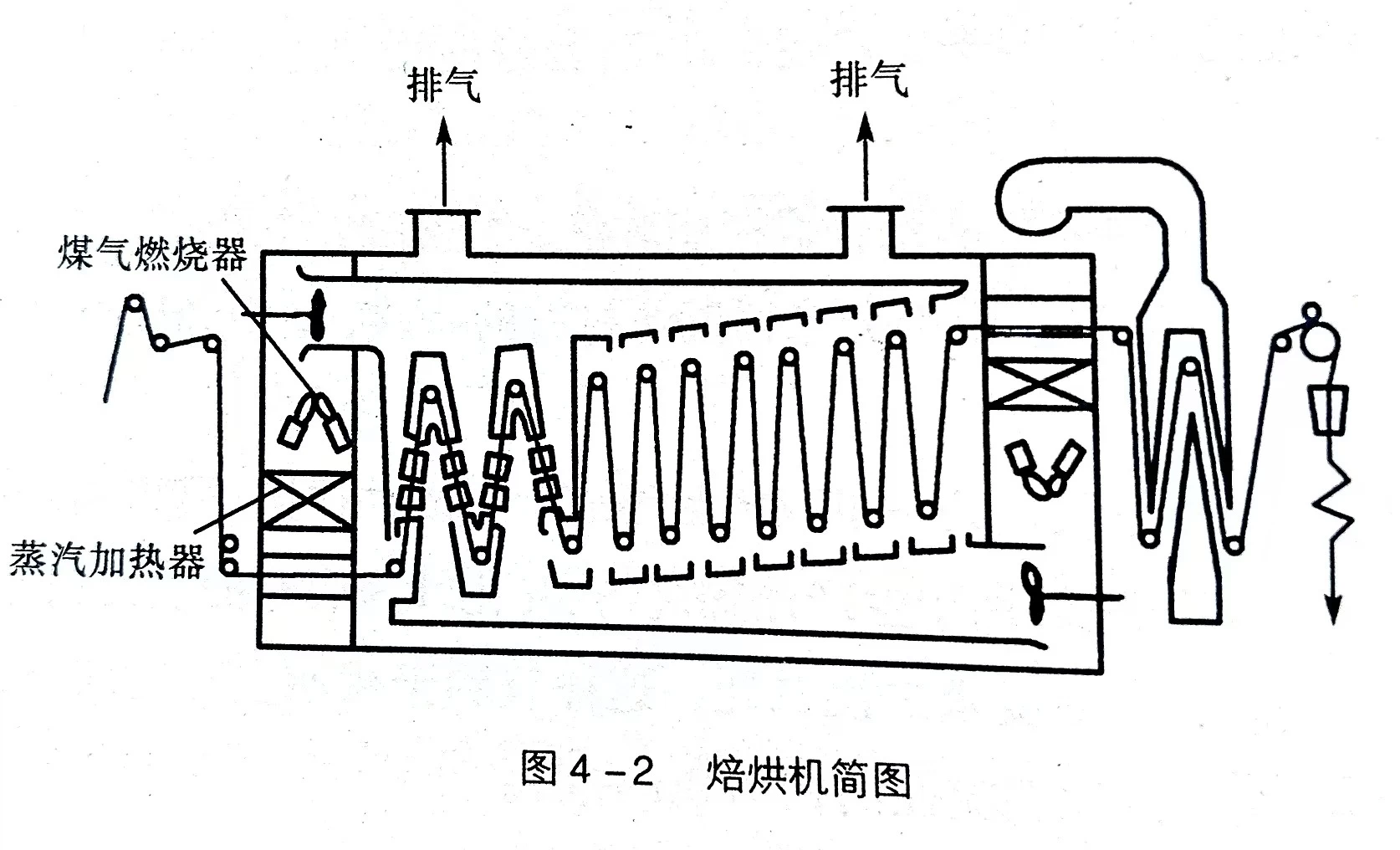
Damit sich die Harzauskleidung gut anfühlt, elastisch und waschbeständig ist, muss das Backen fortgesetzt werden, die Backprozessbedingungen werden durch die Leistung des Harzveredelungsmittels und die Katalysatorleistung gemeinsam bestimmt, im Allgemeinen 150 ~ 160 ℃, 3 ~ 5 Minuten. Beim Backvorgang kommt es zur Freisetzung von Formaldehyd und Wasser, daher sollte die Backmaschine über eine bessere Absauganlage verfügen; Beim Backen sollte die Raumtemperatur in allen Teilen gleichmäßig sein. Backausrüstung für einen Hochtemperaturröster mit Harzveredelung (Abbildung 4-2).
5. Nachbehandlung
Harzauskleidungsverarbeitung im Nachbehandlungsprozess, überwiegend gründlicher Reinigungsprozess. Es hat hauptsächlich die folgenden drei Hauptrollen.
(1) Restverbindungen, Nebenprodukte und Katalysatoren nach dem Backen entfernen.
(2) Durch die Reinigung kann der Gehalt an freiem Formaldehyd verringert oder beseitigt werden.
(3) Durch alkalisches Waschen und Spülen mit Wasser können die „Nebenprodukte“ – der Fischgeruch – beseitigt werden.